樹脂押出成形におけるトラブルと解決方法 4
概要
樹脂押出成形におけるトラブルと解決方法 4
樹脂押出成形ではPVCやABS、ASAやエラストマーなど、多種多様なプラスチック材料を使用しています。
樹脂押出成形の生産工程では外観品質や寸法品質を緻密に管理するために、高い生産技術力が必要となります。
樹脂押出成形の生産現場では生産品毎に様々な品質トラブルが発生します。
ここでは、樹脂押出成形でよくあるトラブルとその解決方法について、3つをご紹介します。
1. 形状異常

【形状異常とは】
上記の画像のように形材が蛇行しているなどの理由で形状が崩れているもの。形状異常が起きると形材挿入をスムーズに行うことができない。
【形状異常の発生原因】
① 製品定尺がラックより長いため垂れ下がり、形材が変形する
② 熱変形が起きやすい高温状態でのラック保管
③ 引取ローラーを強く締めすぎる
【形状異常の対策方法】
① 製品定尺にあったラックを使用する
② 保管場所を日陰や直射日光に当たらない場所にし、高温にならないようにする
③ 引取ローラーの締め付けを調整してみる
④ 金型設計から相談できる押出メーカーと、設計段階から打ち合わせを行う。
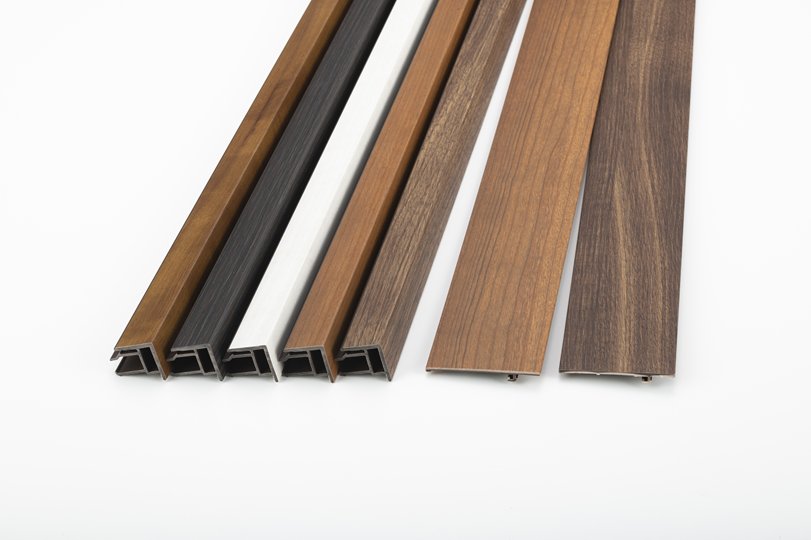
2.木目柄外れ

【木目柄外れとは】
上記のような制定時に取り決めをした限度見本から木目柄が外れているもの
【木目柄外れの発生原因】
① 成形条件が種材が溶け込む高い温度条件になっている
② 種材の配合量があっていない
③ 材料ロットのばらつきで色目があっていない
【木目柄外れの対策方法】
① 成形条件を見直して調整を行う
② ダイスをクリーニングし、プレートアウトなど除去を行う
③ 種材の配合を見直す
④ 材料メーカーに改善要望する
3.ヒケ
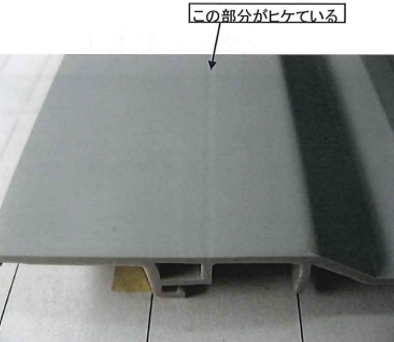
【ヒケとは】
裏側のリブ(支柱)がある見えがかり面にへこみが流れ方向に発生したもの。周りの光沢と違うため肉眼で明瞭に確認できる。
手で触るとへこみが分かる。
【ヒケの発生原因】
① リブの部分は別々のセキ(仕切り)で流路を形成しているため、プレートアウトやダイスの摩耗で流速が変わり発生する
② 材料ロットの色目によっても、流動性が変わり発生する
【ヒケの対策方法】
① 成形条件を見直して調整してみる
② ダイスをクリーニングし、プレートアウトなどを除去する
③ 磨きや加工を流速調整する
④ 材料メーカーに改善要望する
⑤ 金型設計から相談できる押出メーカーと、設計段階から打ち合わせを行う。
その他・情報:三協化成の加飾技術と品質確保
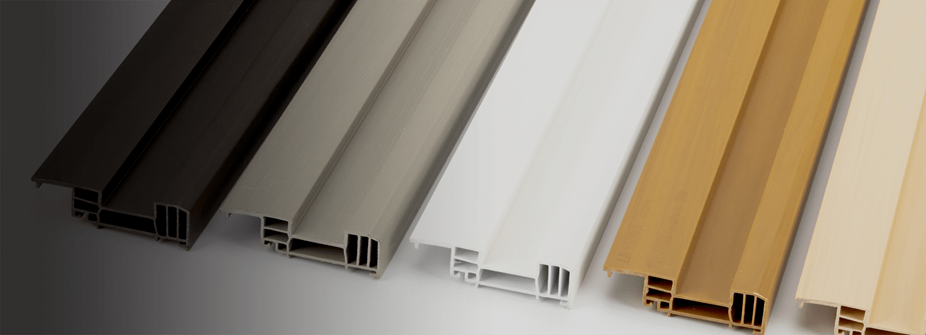
■様々な種類の材料を使用することで硬質三色成形の単色からメタリック調、木目調など幅広い色調の製品を形成できます。
■ラミネート貼り付けによる外観加飾が可能です。
■センサーカメラとモニターを使用したインラインでの品質確保が可能です。
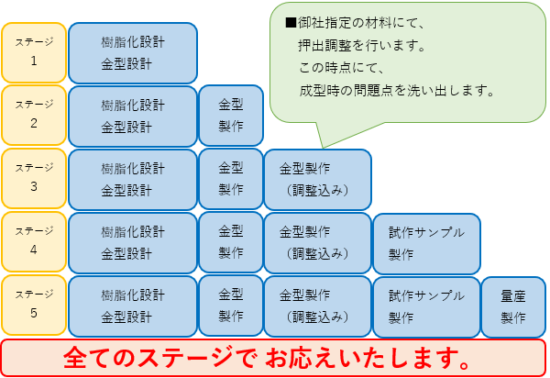
■「樹脂化設計」に我々の知見でお応えします。「樹脂化設計・金型設計」のみ、から「量産」までの全てのステージでお応えします。