軟質3色樹脂押出成形 摺動性付与
概要
軟質3色樹脂押出成形 摺動性付与
軟質樹脂押出成形とは
軟質樹脂押出成形とは、硬質樹脂押出成形と同じく、プラスチック材料を成形機内で加熱・混錬して金型を通しながら所定の形にする方法です。
硬質樹脂押出成形と異なる点は主に硬度100°未満の材料を使用している点です。柔らかい材料を使用するのでボビンで巻取ることが可能です。
主にタイト材、ビート材に使用されている成形方法です。
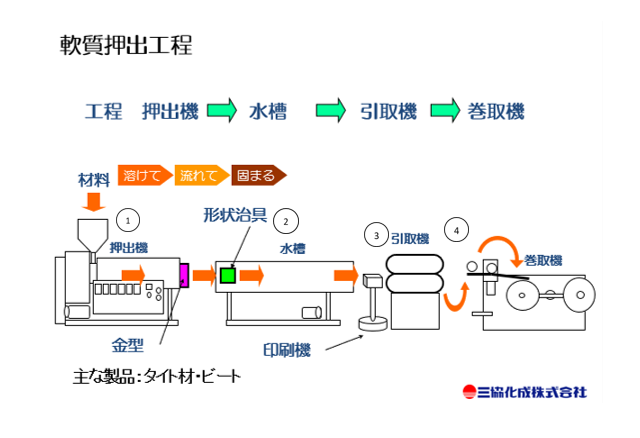
【軟質樹脂押出成形のプロセス】
軟質樹脂押出成形のプロセスについて説明します。
①ホッパーと呼ばれる容器にペレット状のプラスチック材料を入れます。押出機内で材料に熱と圧力を加え、柔らかくし、スクリュー回転で押出します。
②押し出された熱く、柔らかい材料は金型を通り、製品の形状となります。その後、水槽内で冷却し、製品形状を固めます。
③引取機を使用し、形状を固めた製品を一定速度で引き取り、巻取機に運びます。
④巻取機にてボビンに一定の長さを巻取り、製品となります。
軟質3色樹脂押出成形とは
軟質3色樹脂押出成形とは3つの押出成形機を使用し、3種の異なる樹脂材料で一体成形を行い、1つの製品を成形する方法です。軟質3色樹脂押出成形は表層、基部、ヒレ部(軟質部)の3つの部位に分かれています。
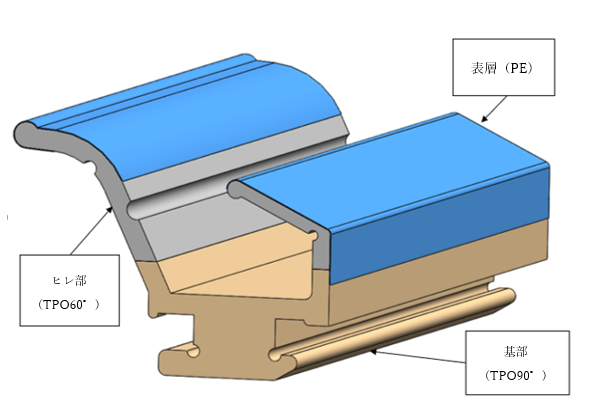
【軟質3色樹脂押出成形の各部位の説明】
表層:表層は摺動性のあるPE材料を使用しています。表層に摺動性材料を使用することで摩擦係数の少なく、部品同士がこすれるような部位に
使用される高摺動製品を製作できます。
また、摺動性材料はエラストマー材料と同時成形できます。一方、PVC材料とは成形時に接着できず、同時成形ができません。
基部:基部には軟質3色樹脂押出成形で最も硬度が高い材料を使用しています。主にTPO,TPS材料等を使用しています。
ヒレ部:軟質樹脂押出成形のヒレ部は軟質部とも呼ばれています。主に硬度が90°以下の軟質材料を使用しています。基部と同様にTPO,TPS材料等を使用しています。
その他・情報:三協化成の加飾技術と品質確保
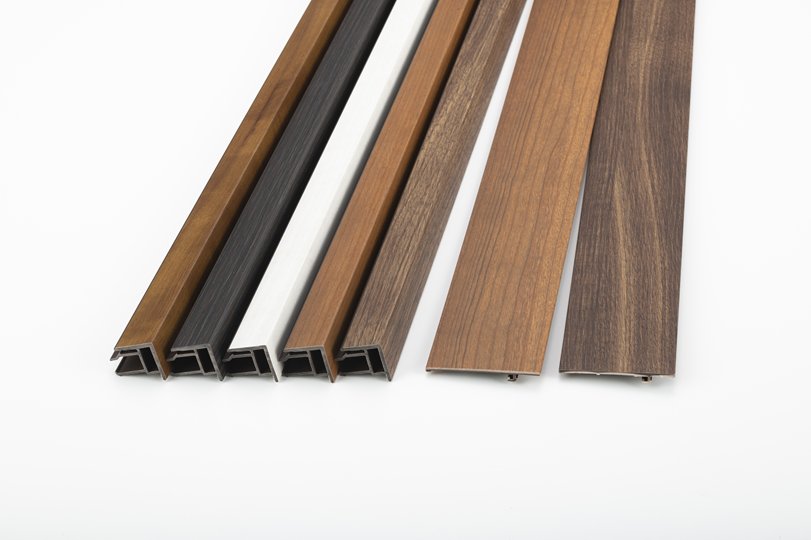
■様々な種類の材料を使用することで硬質三色成形の単色からメタリック調、木目調など幅広い色調の製品を形成できます。
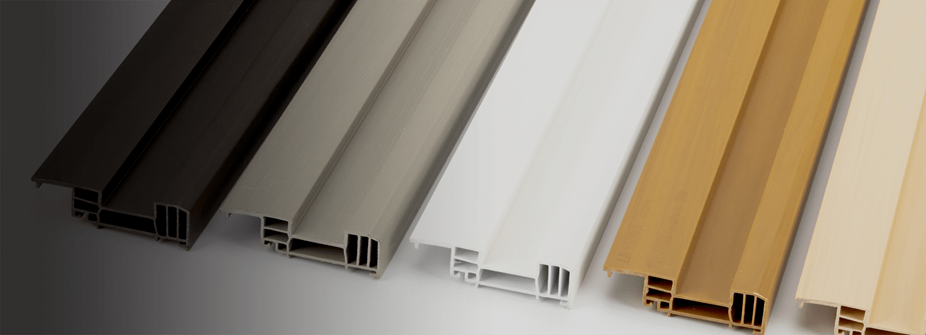
■ラミネート貼り付けによる外観加飾が可能です。
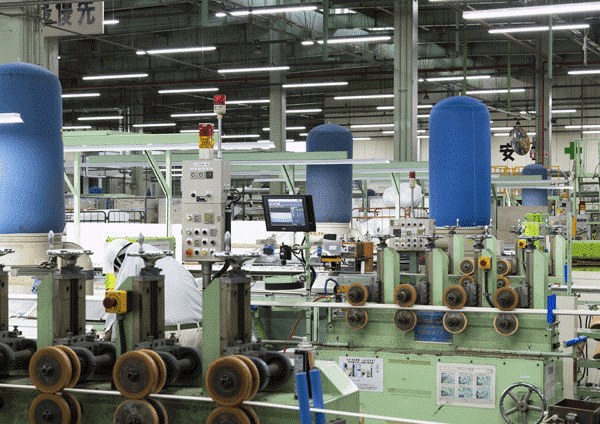
■センサーカメラとモニターを使用したインラインでの品質確保が可能です。
その他・情報:三協化成では デザインを形にします
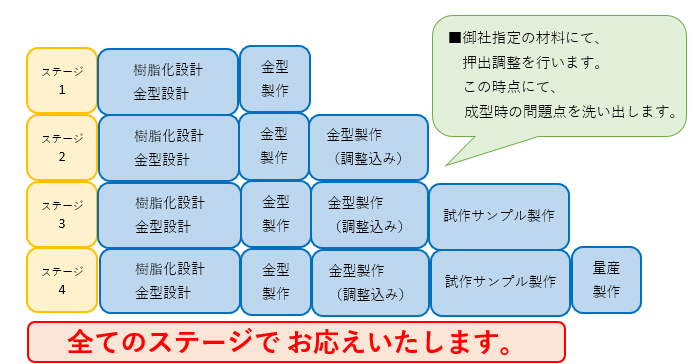
■「樹脂化設計」に我々の知見でお応えします。「樹脂化設計・金型設計」のみ、から「量産」までの全てのステージでお応えします。