押出成形ラボ 樹脂押出成形におけるトラブルと解決方法12
概要
押出成形ラボ 樹脂押出成形におけるトラブルと解決方法12
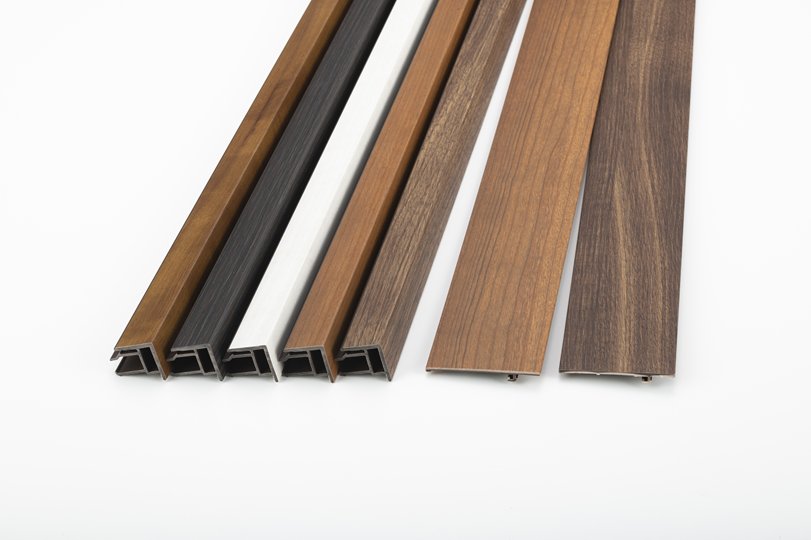
樹脂押出成形ではPVCやABS、ASAやエラストマーなど、多種多様なプラスチック材料を使用しています。
樹脂押出成形の生産工程では外観品質や寸法品質を緻密に管理するために高い生産技術力が必要となります。
そのため、樹脂押出成形の生産現場では生産品毎に様々な品質トラブルが発生します。
ここでは樹脂押出成形でよくあるトラブルとその解決方法について2つご紹介します。
1. 切断欠け
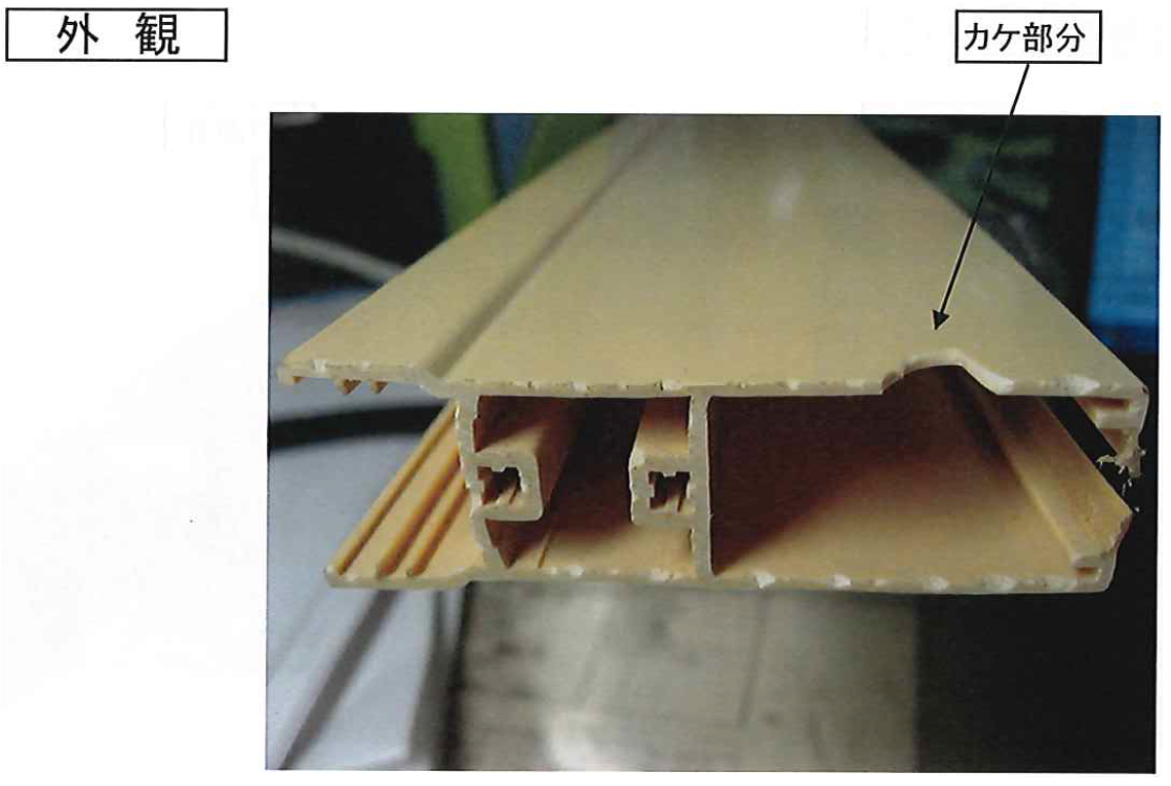
【切断欠けとは】
切断欠けとは製品を押出し、切断する際に切断面が割れるまたは欠ける現象です。
幅の広い中空形状の製品やリブが多くある異形形状の製品に起こりやすい傾向があります。
【切断欠けの発生原因】
① チャッキング部が硬い場合、クランプした際の衝撃で発生する。
② ノコ刃の切断スピード(移動速度)が速いため。
③ 摩耗によってノコ刃の刃先が丸くなる、欠け等が発生するため。
④ 形状にあったクランプ方法で切断をしていないため
【切断欠けの対策】
① 柔らかいスポンジ等をチャッキング部に貼り付ける。
② ノコ刃の切断スピード(移動速度)を調整する。
③ 定期的にノコ刃のメンテナンス、交換を行う。
④ 形状にあったクランプ方法で切断を行う。
2. 切断クランプキズ
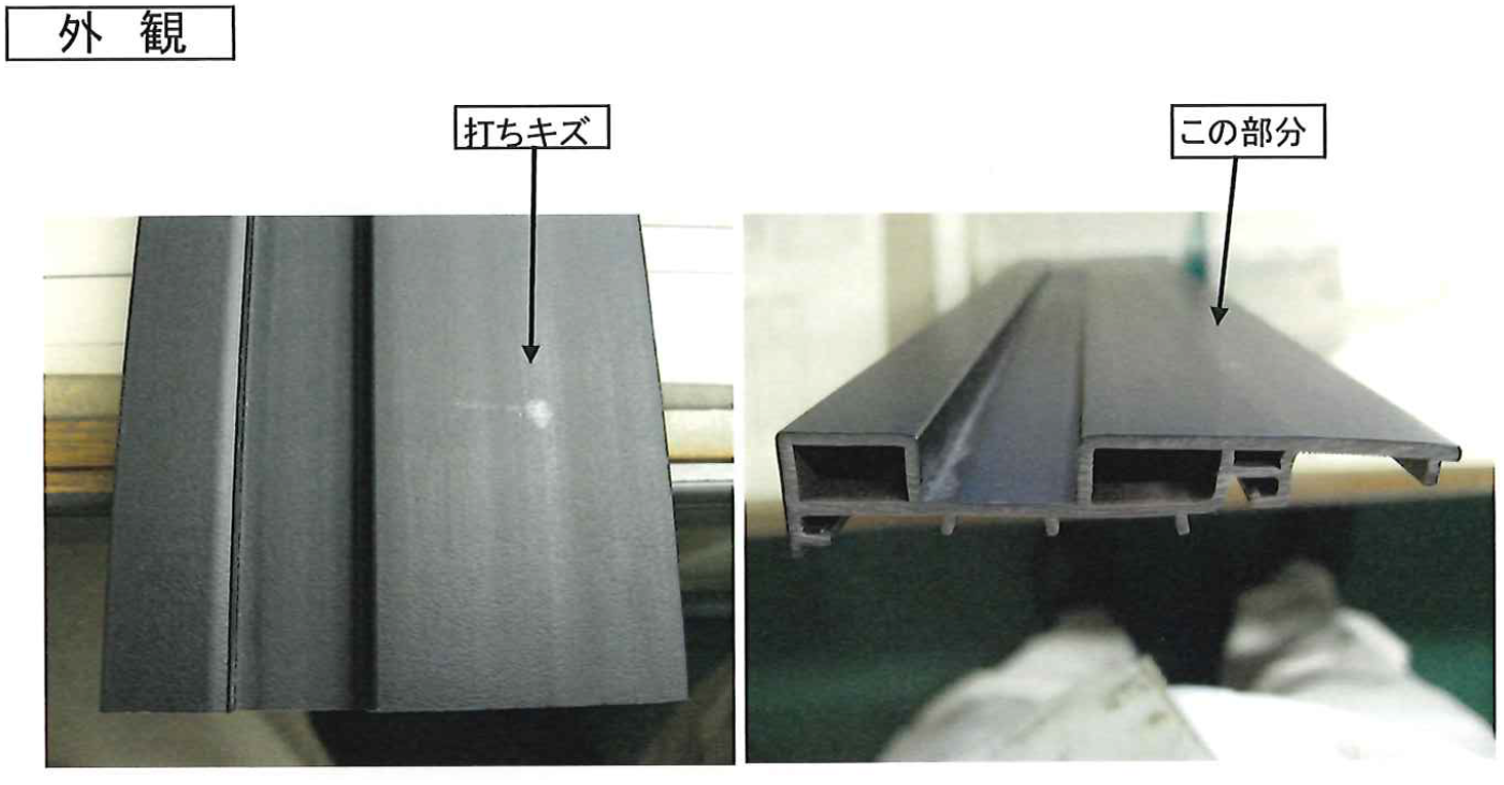
【切断クランプキズとは】
切断クランプキズとは製品を切断するためにクランプを行う際、製品端部にクランプの跡等が付く現象です。
これはリブが多い異形形状の製品に発生しやすい傾向があります。
【切断クランプキズの発生原因】
① チャッキング部が硬い場合、クランプした際の衝撃で発生する。
【切断クランプキズの対策】
① 柔らかいスポンジ等をチャッキング部に貼り付ける。
今回紹介した事象以外にも樹脂押出成形におけるトラブルや解決方法等の樹脂押出成形のお役立ち情報をまとめていますので是非ご覧ください。
また、樹脂押出成形品・射出成型品の試作から量産まで対応可能です。
樹脂押出成形品・射出成型品の製作案件等ございましたらお気軽にお問い合わせください。
その他・情報:三協化成の加飾技術と品質確保
■様々な種類の材料を使用することで硬質三色成形の単色から木目調など幅広い色調の製品を形成できます。
■ラミネート貼り付けによる外観加飾が可能です。
■センサーカメラとモニターを使用したインラインでの品質確保が可能です。
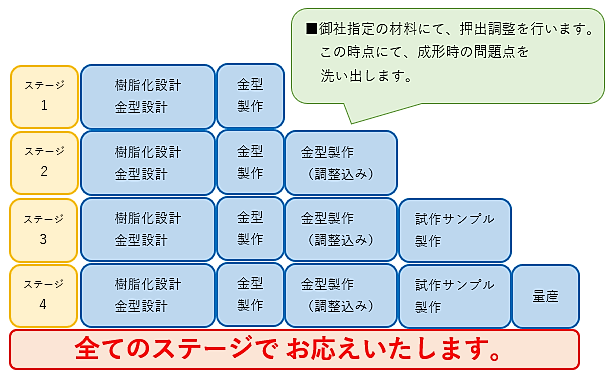
その他・情報:三協化成では デザインを形にします
■「樹脂化設計」に我々の知見でお応えします。「樹脂化設計・金型設計」のみ、から「量産」までの全てのステージでお応えします。