押出成形ラボ 樹脂押出成形におけるトラブルと解決方法11
概要
押出成形ラボ 樹脂押出成形におけるトラブルと解決方法11
樹脂押出成形ではPVCやABS、ASAやエラストマーなど、多種多様なプラスチック材料を使用しています。
樹脂押出成形の生産工程では外観品質や寸法品質を緻密に管理するために高い生産技術力が必要となります。
そのため、樹脂押出成形の生産現場では生産品毎に様々な品質トラブルが発生します。
ここでは樹脂押出成形でよくあるトラブルとその解決方法について2つご紹介します。
1. 黄変
【黄変とは】
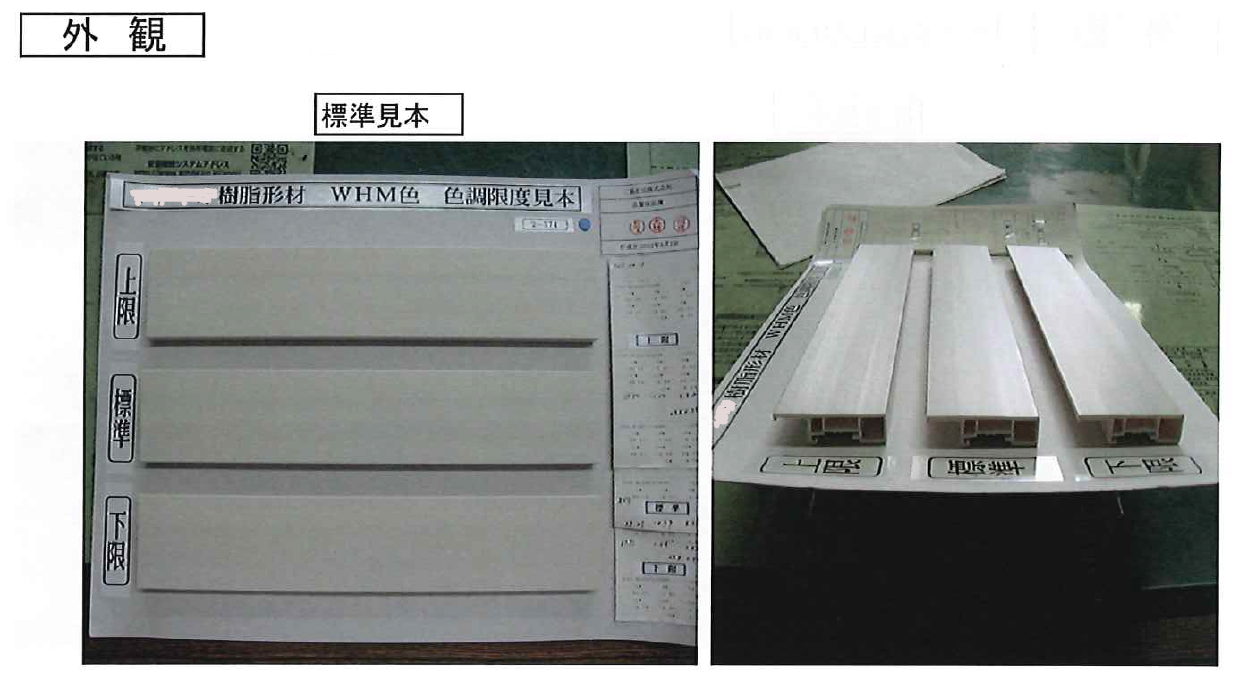
黄変とは樹脂の色調に関する不具合で標準見本より黄色に変色する現象です。特に白色系の樹脂に発生しやすいトラブルとなります。日光や蛍光灯の紫外線に当たらない暗い所ところに長時間保管した際にも黄変が発生するときがあります。このことを暗所黄変と言います。
【黄変の発生原因】
① 成形温度が高い。
② 材料ロットのバラツキにより樹脂の色目自身が黄色くなっている。
【黄変の対策】
① 成形条件の見直し、調整を行う。
② 材料メーカーに改善要望を行う。
2. 曲がり・反り・ねじれ

【曲がり・反り・ねじれとは】
曲がり・反り・ねじれとはある一定以上の左右の曲がり、上下のそり、ねじれが発生する現象のことです。内部応力で定尺切断後、時間とともに変形する場合があります。
弊社では1m定尺で2mm以上左右の曲がり、上下のそり、ねじれが発生しているものを曲がり・反り・ねじれの基準としています。
【曲がり・反り・ねじれの発生原因】
① 一部分の肉厚が厚くなったり、ツバなどに引っかかったりしサイジング内で抵抗がかかるため。
② 製品の部位によって冷却差が発生するため。
③ 水槽内に取り付けている曲がり反り治具がうまく調整されていないため。
【曲がり・反り・ねじれの対策】
① サイジング内の抵抗部分がなくなるように加工調整を行う。
② 水槽内の水管などを増やし、部分的な冷却不足を調整する
③ 水槽内に取り付けている反り曲がり治具を調整しやすいように改良を行う
その他・情報:三協化成の加飾技術と品質確保
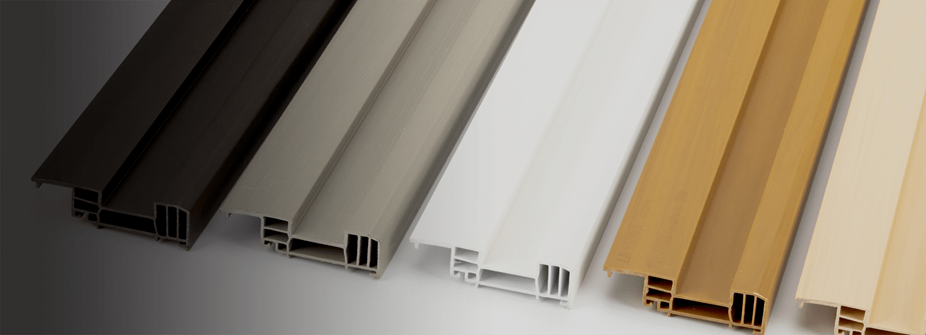
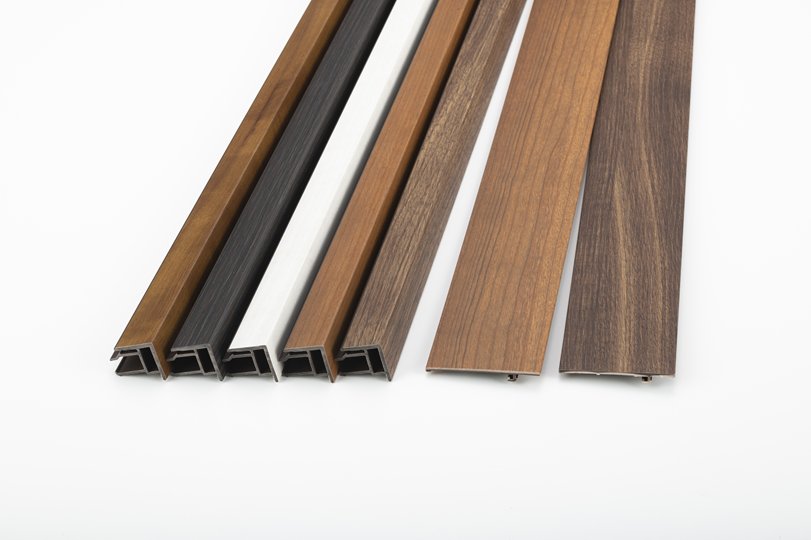
■様々な種類の材料を使用することで硬質三色成形の単色から木目調など幅広い色調の製品を形成できます。
■ラミネート貼り付けによる外観加飾が可能です。
■センサーカメラとモニターを使用したインラインでの品質確保が可能です。
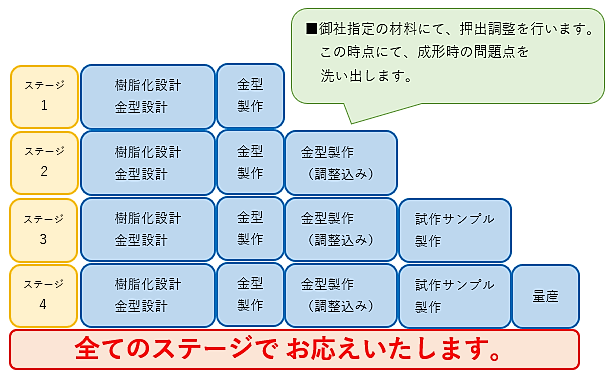
その他・情報:三協化成では デザインを形にします
■「樹脂化設計」に我々の知見でお応えします。「樹脂化設計・金型設計」のみ、から「量産」までの全てのステージでお応えします。