樹脂押出成形におけるトラブルと解決方法 9
概要
1.詰まり
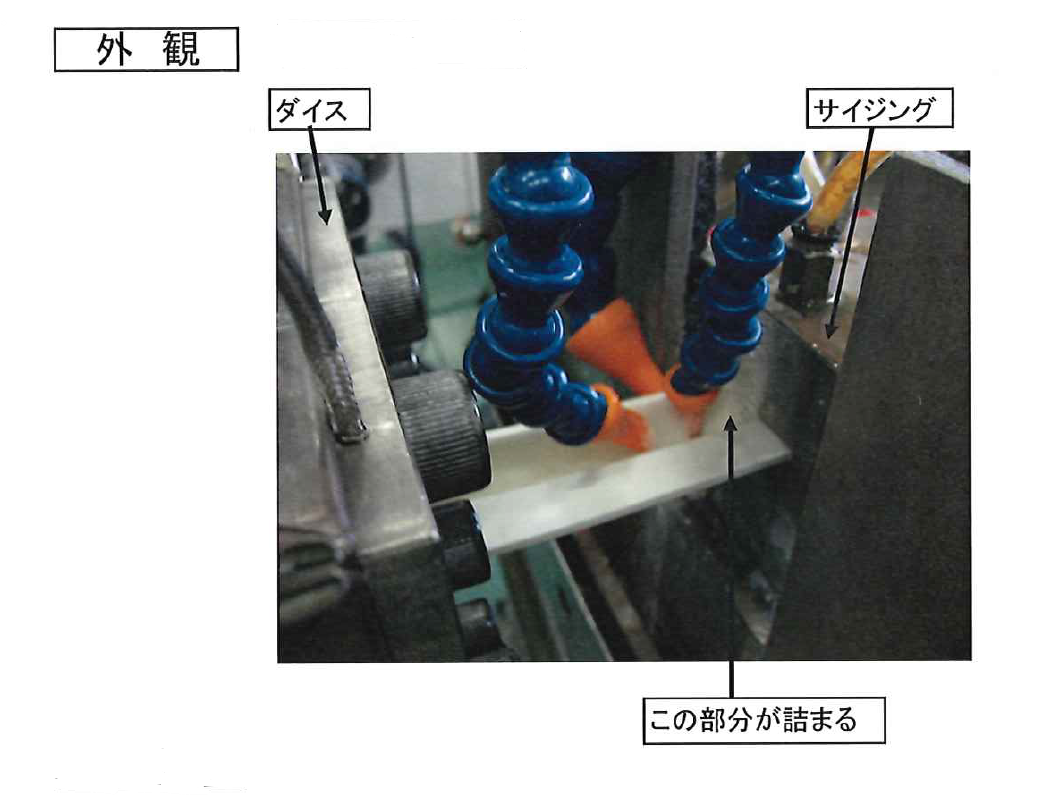
【詰まりとは】
詰まりとは成形時に製品の一部分の寸法が大きくなり、ダイスから出た樹脂がサイジング内に入りきらず詰まってしまう現象です。軟質部のヒゲや肉厚差が大きい製品等樹脂の流れのバランスが取りにくい製品は詰まりが発生しやすいです。
【詰まりの発生原因】
① 材料ロットや色目により流動性が変わるため。
② ダイスの流動面にプレートアウトや樹脂焼けなどが付着し、樹脂の流れが変わるため。
③ サイジングにバキュームスリットの削り粉などが付着することでスリットが狭くなるため。
【詰まりの対策方法】
① 成形条件の調整を行う。
② ダイスクリーニングを入念に行い、プレートアウトなどを除去する。
③ ダイス点検・メンテナンスを確実に実施しているサプライヤーに依頼をする。
④ 材料メーカーに改善要望をする。
2. 軟質異常
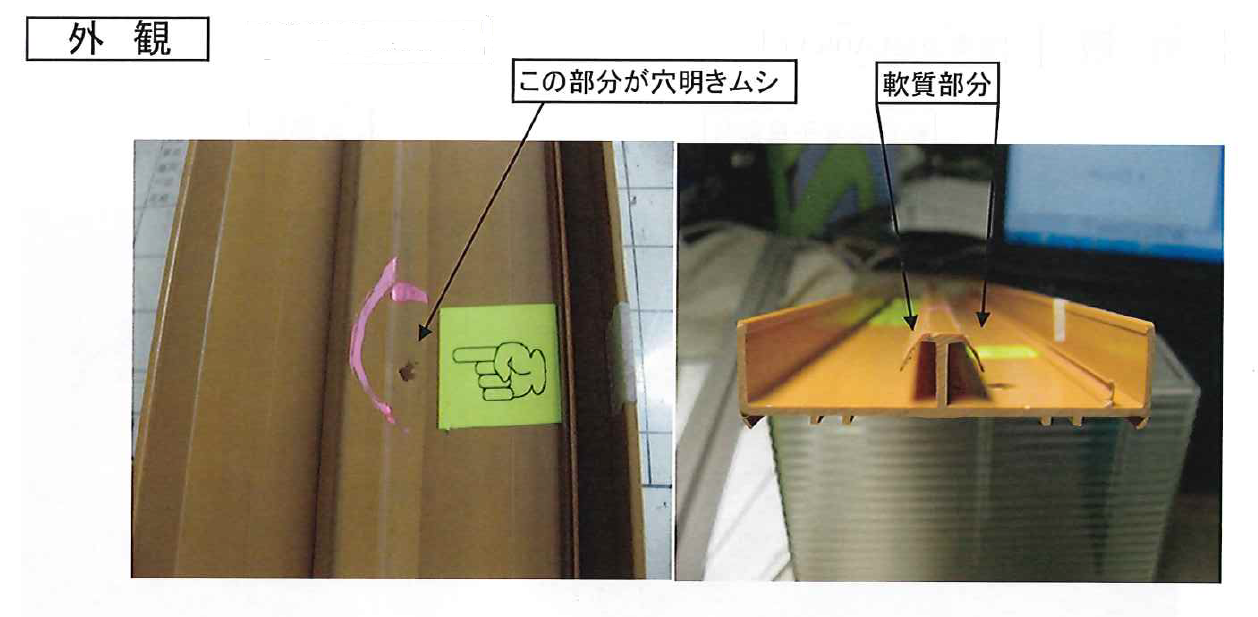
【軟質異常とは】
軟質部のヒゲに穴が開いたり、ムシレや波打ちが発生したりする現象です。軟質異常が起きた際、波打ちは連続的に発生するため発見しやすいです。一方で穴あけやムシレは部分的に発生するため見つけるのが難しいです。
【軟質異常の発生原因】
① 成形温度が低いため。
② 吸湿による軟質材の乾燥不足が発生するため。
③ ヤケの塊やプレートアウトにより異物が混入するため。
④ 材料ロットや色目によって流動性が変わるため。
【軟質異常の対策方法】
① 成形条件の調整を行う。
② 材料の乾燥を入念に行う。
③ ダイス点検・メンテナンスを確実に実施しているサプライヤーに依頼をする。
④ ダイスをクリーニングし、プレートアウトなどの除去をする
⑤ 材料メーカーに改善要望をする。
その他・情報:三協化成の加飾技術と品質確保
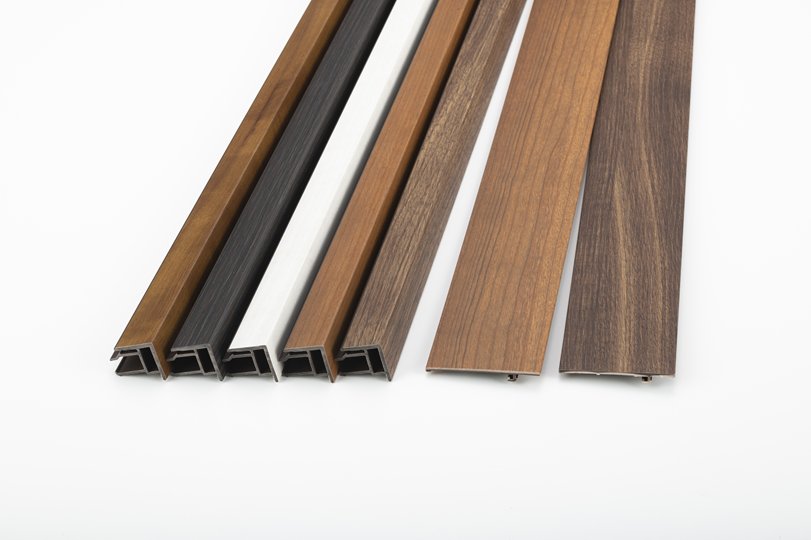
■様々な種類の材料を使用することで硬質三色成形の単色から木目調など幅広い色調の製品を形成できます。
■ラミネート貼り付けによる外観加飾が可能です。
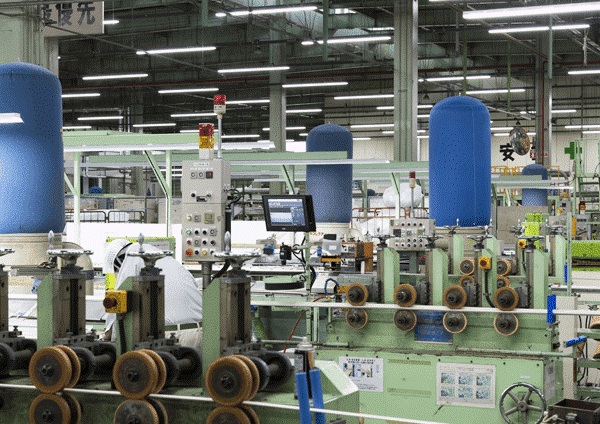
■センサーカメラとモニターを使用したインラインでの品質確保が可能です。
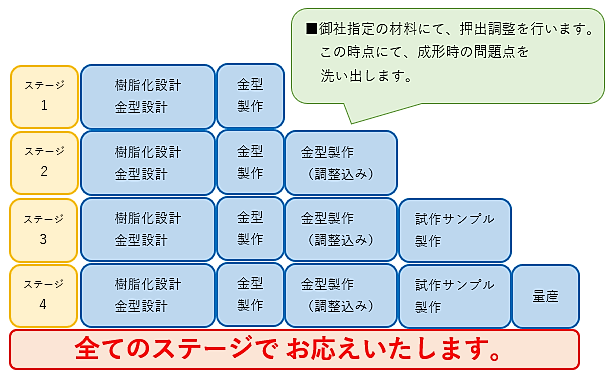
その他・情報:三協化成では デザインを形にします
■「樹脂化設計」に我々の知見でお応えします。「樹脂化設計・金型設計」のみ、から「量産」までの全てのステージでお応えします。