押出成形ラボ 樹脂押出成形におけるトラブルと解決方法8
概要
押出成形ラボ 樹脂押出成形におけるトラブルと解決方法8
樹脂押出成形ではPVCやABS、ASAやエラストマーなど、多種多様なプラスチック材料を使用しています。
樹脂押出成形の生産工程では外観品質や寸法品質を緻密に管理するために高い生産技術力が必要となります。
そのため、樹脂押出成形の生産現場では生産品毎に様々な品質トラブルが発生します。
ここでは樹脂押出成形でよくあるトラブルとその解決方法について2つご紹介します。
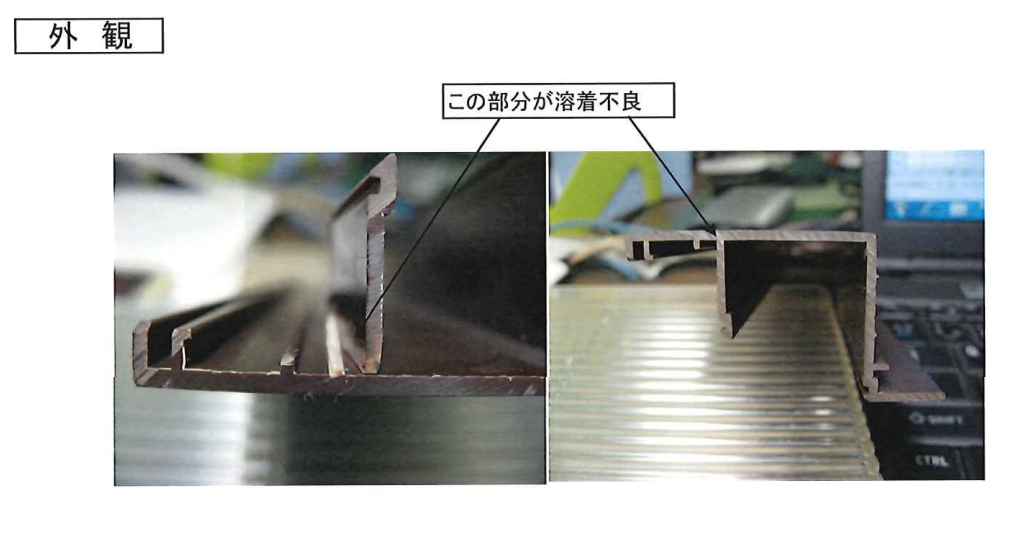
1.セキの溶着不足
【セキの溶着不足とは】
セキ(仕切り)の溶着不足とは製品のリブやT字部分が取れてしまう現象です。手で力を加えると取れてしまうことが特徴です。
【セキの溶着不足の発生原因】
① 金型内部でセキ(仕切り)を入れることにより樹脂の流れをコントロールし、狙いの形状を出しやすくなります。しかし、セキ(仕切り)が強いと接合部での溶着が弱くなります。
製品のT字部分は金型内部にて別々のセキ(仕切り)で流路を成形しています。そのため、プレートアウトやダイスの摩耗などが原因で流速が変わり発生する。
② 材料ロットや色目などが原因で流動性が変化し発生する。
【セキの溶着不足の対策方法】
① 成形条件の調整を行う。
② ダイスクリーニングを入念に行い、プレートアウトなどを除去する。
③ ダイス点検・メンテナンスを確実に実施しているサプライヤーに依頼をする。
④ 材料メーカーに改善要望をする。
2. ムシレ
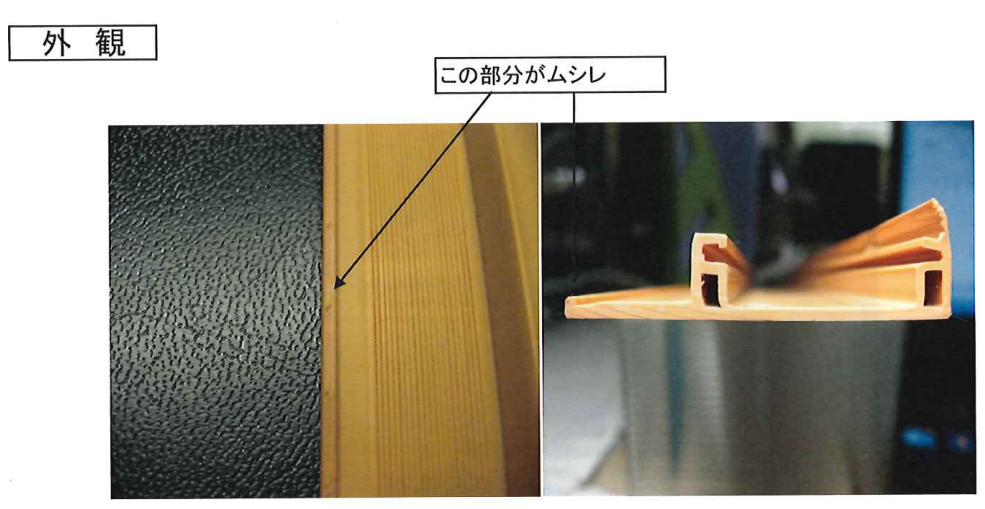
【ムシレとは】
ムシレとは製品のコーナー部やエッジ部がささくれている現象です。ムシレが起きた部分は手で触るとガサガサしており、肉眼ではっきりと確認できることが特徴です。
【ムシレの発生原因】
① ダイスの流動面にプレートアウトや焼けなどが付着することで流動性が変わるため。
② 金型部品の腐食などが原因で流速が変わるため。
③ ダイスの流動面に傷などがあり流速が変わるため。
【ムシレの対策方法】
① ダイスクリーニングを入念に行い、プレートアウトや焼けなどを除去する。
② ダイス点検・メンテナンスを確実に実施しているサプライヤーに依頼をする。
③ 磨きや加工でダイスの調整を行う。
その他・情報:三協化成の加飾技術と品質確保
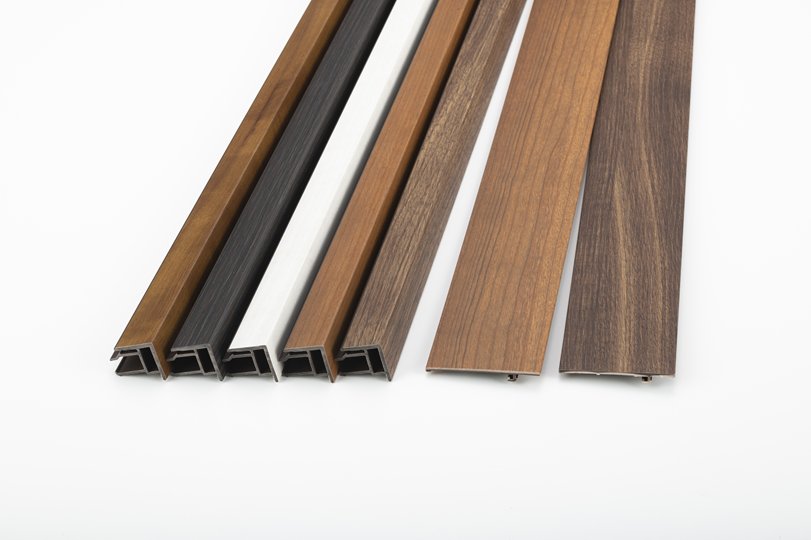
■様々な種類の材料を使用することで硬質三色成形の単色から木目調など幅広い色調の製品を形成できます。
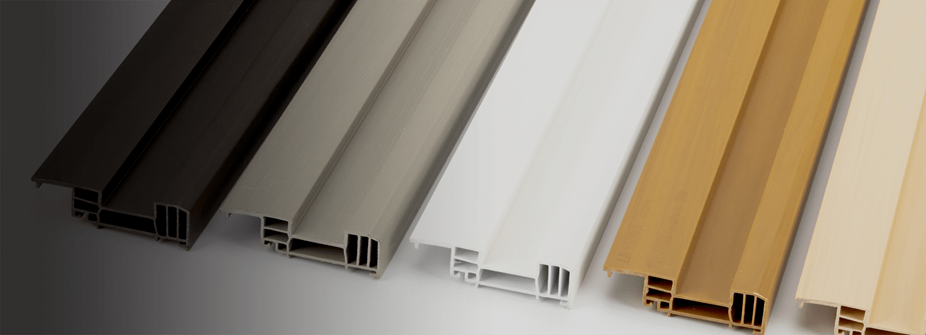
■ラミネート貼り付けによる外観加飾が可能です。
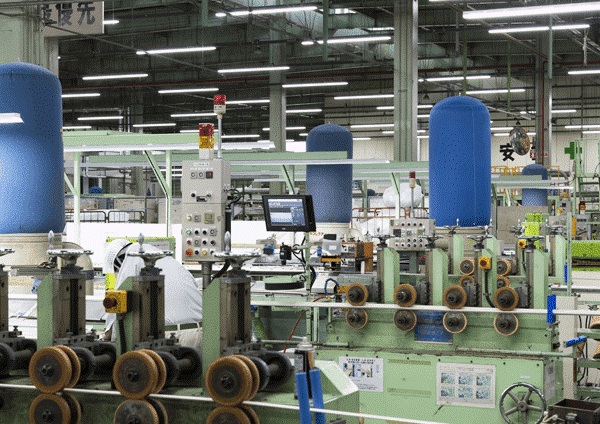
■センサーカメラとモニターを使用したインラインでの品質確保が可能です。
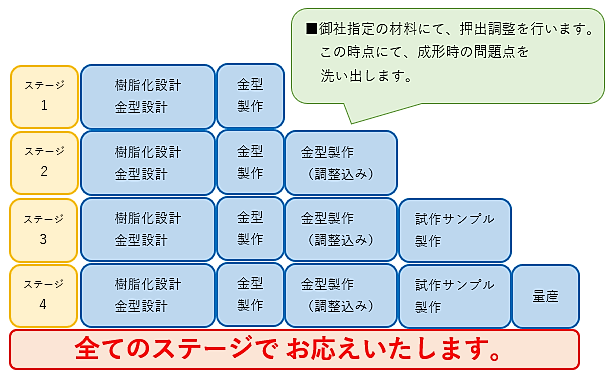
その他・情報:三協化成では デザインを形にします
■「樹脂化設計」に我々の知見でお応えします。「樹脂化設計・金型設計」のみ、から「量産」までの全てのステージでお応えします。