樹脂押出成形におけるトラブルと解決方法7
概要
樹脂押出成形におけるトラブルと解決方法7
樹脂押出成形ではPVCやABS、ASAやエラストマーなど、多種多様なプラスチック材料を使用しています。
樹脂押出成形の生産工程では外観品質や寸法品質を緻密に管理するために高い生産技術力が必要となります。
そのため、樹脂押出成形の生産現場では生産品毎に様々な品質トラブルが発生します。
ここでは樹脂押出成形でよくあるトラブルとその解決方法について2つご紹介します。
1.エクボ
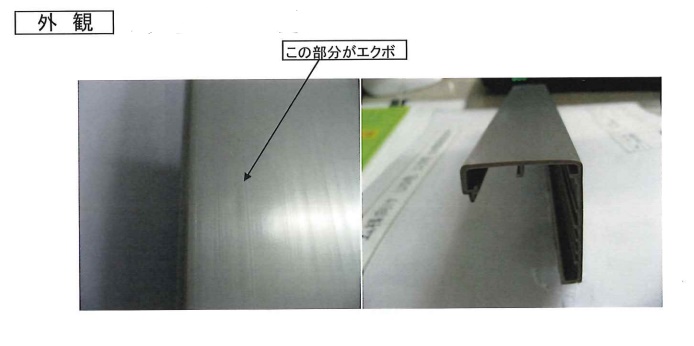
【エクボとは】
エクボとは製品の表層部分にできる細かいクレーター状のヘコミのことです。
メタリック色製品に多く発生し、目視で分かりやすいものと分かりにくいものがあります。
【エクボの発生原因】
① サイジングのバキュームスリットで削り粉などが発生し、成形面に溜まるため。
② ダイスから発生する成形ガスがサイジング流動面に付着するため。
③ サイジング組み合わせ面の冷却水漏れが発生しているため。
【エクボの対策方法】
① バキュームスリットのC面取りを砥石で軽くとる。
② サイジング前でエアーを吹き付け、成形ガスをサイジングに付着しないようにする。
③ サイジングの組み合わせ面をクリーニングする。
④ ダイス点検・メンテナンスを確実に実施しているサプライヤーに依頼する。
2.タイコ湾曲
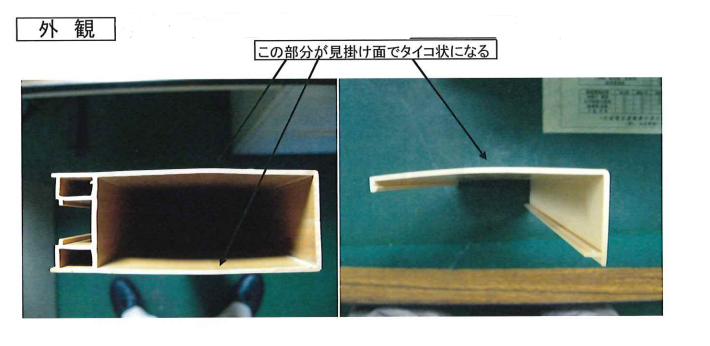
【タイコ湾曲とは】
タイコ湾曲とは中空部のある製品や幅の広いソリッドのある製品など表面が湾曲に膨らんだものです。
上記の写真のようにみかけ面に膨らむのが特徴です。
【タイコ湾曲の発生原因】
① ダイスからの樹脂の流れのバランスが悪く、サイジングと製品の幅が合っていないため。
② 製品の内側と外側の冷却差が発生しているため。
③ 中空部が大きい形状、肉厚が薄い形状のため。
【タイコ湾曲の対策方法】
① 成形条件の調整を行う。
② 水管を増やし、部分的な冷却不足の調整を行う。
③ 製品形状の見直しを行う。(リブ(支柱)をつけ、中空部を支える製品形状にするなど)
その他・情報:三協化成の加飾技術と品質確保
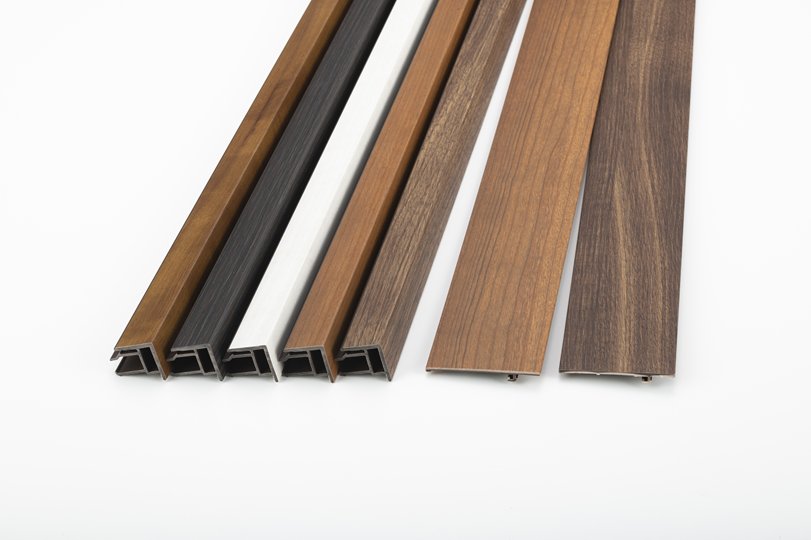
■様々な種類の材料を使用することで硬質三色成形の単色から木目調など幅広い色調の製品を形成できます。
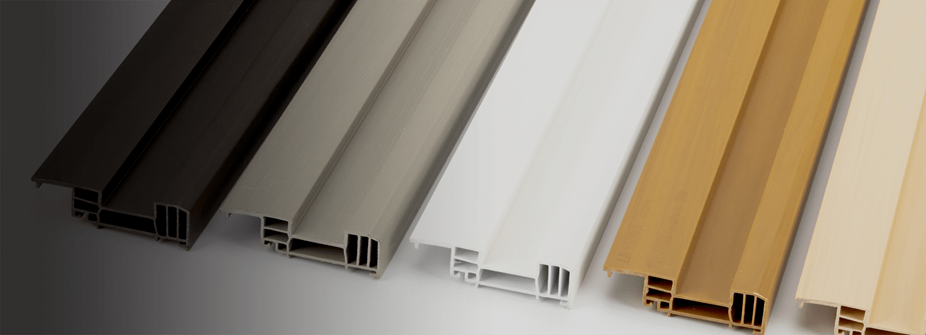
■ラミネート貼り付けによる外観加飾が可能です。
■センサーカメラとモニターを使用したインラインでの品質確保が可能です。
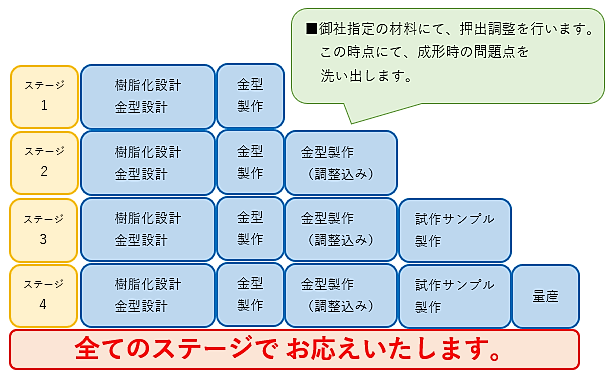
その他・情報:三協化成では デザインを形にします
■「樹脂化設計」に我々の知見でお応えします。「樹脂化設計・金型設計」のみ、から「量産」までの全てのステージでお応えします。